Common Investment Casting Defects (And How We Prevent Them)
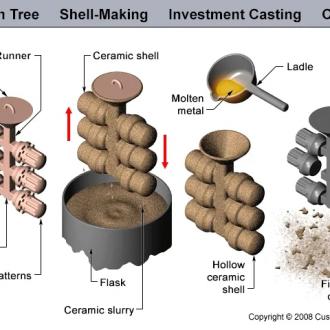
Investment casting (the lost-wax process) is highly regarded for its precision, intricate detailing, and exceptional surface finish. However, pouring molten stainless steel at temperatures exceeding 1,600°C (2,900°F) into a ceramic shell is a complex thermal and fluid dynamic process.
If a foundry lacks strict process controls, various casting defects can occur, leading to rejected parts, delayed assembly lines, and potential mechanical failures.
Transparency is the key to a reliable
1. Porosity (Gas and Shrinkage Voids)
Porosity is the most common enemy in the foundry
The Cause: Porosity occurs for two main reasons. Gas porosity happens when trapped gases (from the mold or the molten metal) cannot escape before the metal solidifies. Shrinkage porosity occurs when there is not enough molten metal to fill the space as the alloy cools and shrinks.
The Prevention: To prevent gas porosity, we ensure our ceramic shells have optimal permeability (breathability) and we strictly control the pouring temperature. To eliminate shrinkage porosity, our engineers utilize advanced gating and risering designs. These risers act as reservoirs of molten metal, continuously feeding the casting as it cools and shrinks, ensuring a dense, solid final part.
2. Inclusions (Slag or Ceramic Particles)
An inclusion is a non-metallic particle trapped inside the stainless steel matrix. When a CNC machinist hits an inclusion, it can shatter their cutting tools instantly.
The Cause: Inclusions are usually bits of broken ceramic shell that flake off during the pouring process, or slag (impurities) floating on top of the molten metal.
The Prevention: We employ strict shell-building protocols to ensure maximum internal shell strength so that no ceramic
3. Hot Tears (Cracks)
A hot tear is a crack that forms while the metal is still cooling and transitioning from a semi-liquid to a solid state.
The Cause: As the stainless steel cools, it naturally contracts. If the ceramic shell is too strong and does not yield (break away) slightly as the metal shrinks, the internal stress will literally tear the metal apart, usually at sharp internal corners.
The Prevention: First, we work closely with our clients during the Design for
4. Dimensional Warpage (Distortion)
Sometimes a casting is perfectly sound internally, but it is slightly bent or out of tolerance.
The Cause: Warping can occur at multiple stages: the wax
The Prevention: We store our wax
Partner with a Foundry That Controls the Process
Defects in metal casting are not a matter of bad luck; they are a result of uncontrolled variables. At Senjia Group, we rely on scientific gating design, strict environmental controls, and rigorous inspection protocols to eliminate defects before they reach your assembly line.
>> Are you struggling with high defect rates from your current
Contact: Terry Zhang
Phone: +86-13515399527 (Whatsapp/wechat)
E-mail: zhang@senjiagroup.com
Add: No 106 Jinqueshan Road, Linyi, China